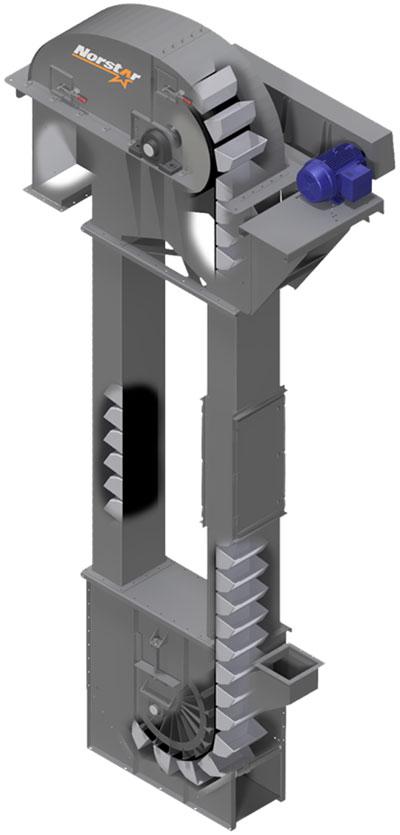
One of the key pieces of equipment in the mining and steel industries, the bucket elevator is designed, manufactured, installed, and commissioned by Rowshan Sanaat Engineering Company for the vertical conveying of heavy, abrasive, and high-temperature bulk materials such as iron ore, concentrate, pellets, clinker, slag, and processed minerals.
Capacity: 5 to 500 tons per hour
Conveying height: up to 60 meters (customizable for greater heights)
Material temperature: up to 250 °C
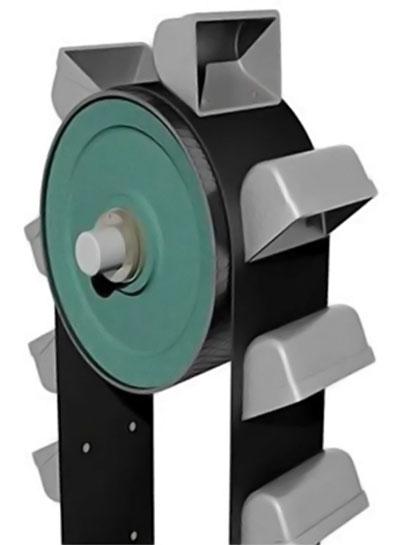
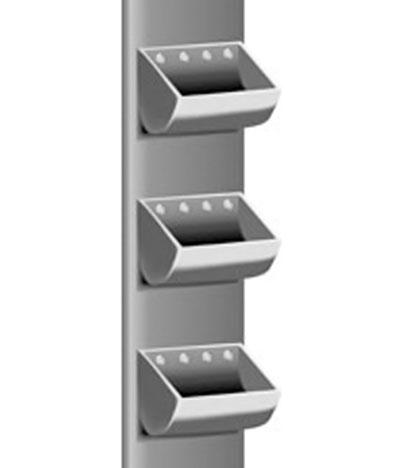
Use of high-quality steel buckets
Drive unit: 5.5 to 200 kW with backstop or torque arm